关键词 |
特种圆钢实体仓库,门头沟特种圆钢,特种圆钢仓库现货,特种圆钢实体仓库 |
面向地区 |
材质 |
Cr12MoV |
|
规格 |
Φ140 |
厂家 |
山东 |
用途 |
机械制造 |
品名 |
合结钢 |
仓库 |
聊城 |
制作工艺 |
热轧 |
加工工艺 |
热轧 |
50mn圆钢规格特性
50Mn强度、弹性和硬度均较高,多在淬火与回火后使用,焊接性能差。50Mn圆钢用于制造耐磨性要求很高,在高负荷作用下的热处理零件,如齿轮、齿轮轴和截面在80mm以下的心轴等。性能与50号相近,但其淬透性较高,热处理后强度.硬度.弹性均稍50号钢。焊接性差,具有过热敏感性和回火脆性倾向。用作承受应力零件.高耐磨零件,如齿轮.齿轮轴.摩擦盘.心轴.平板弹簧等。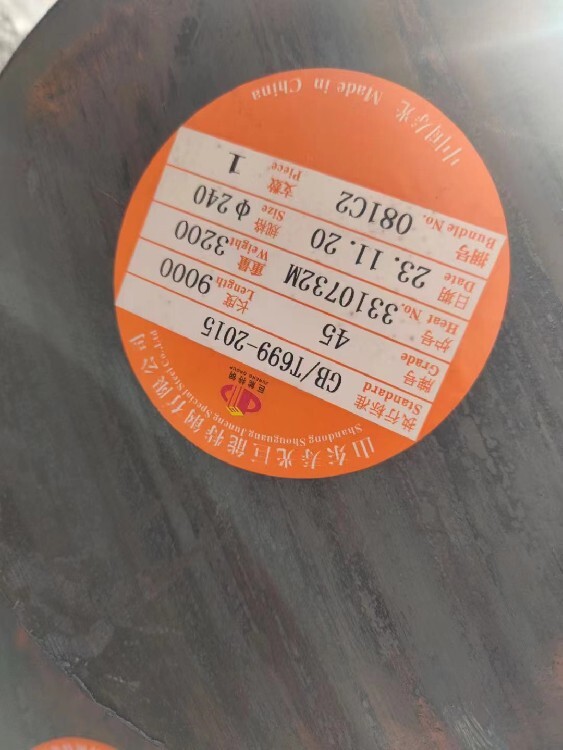
Q345B圆钢由Q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以Q,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服点(s)为235MPa的碳素结构钢。必要时钢号后面可标出表示质量等级和脱氧方法的符号。质量等级符号分别为A、B、C、D。脱氧方法符号:F表示沸腾钢;b表示半钢:Z表示钢;TZ表示钢,钢可不标符号,即Z和TZ都可不标。例如Q235-AF表示A级沸腾钢。用途的碳素钢,例如桥梁钢、船用钢等,基本上采用碳素结构钢的表示方法,但在钢号附加表示用途的字母。
Q345B圆钢含碳量小于1.35%,除铁、碳和以内的硅、锰、磷、硫等杂质外,不含其他合金元素的钢。碳素钢的性能主要取决于含碳量。含碳量增加,钢的强度、硬度升高,塑性、韧性和可焊性降低。与其他钢类相比,碳素钢使用的早,成本低,性能范围宽,用量。适用于公称压力PN32.0MPa,温度为-30-425℃的水、蒸汽、空气、氢、氨、氮及石油制品等介质。常用牌号有WC1、WCB、ZG25及钢20、25、30及低合金结构钢16Mn。
在板材里,属低合金系列。在低合金的材质里,此种材质为普通的。q345过去的一种叫法为:16mn。是一种钢材的材质。它是低合金钢(c0.2%),综合性能好,低温性能好,冷冲压性能,焊接性能和可切削性能好广泛应用于桥梁、车辆、船舶、建筑、压力容器等。q代表的是这种材质的屈服,后面的345,是指这种材质的屈服值,在345左右。并会随着材质的厚度的增加而使其屈服值减小。类同于q235的命名方法。q345a,q345b,q345c,q345d,q345e。这是等级的区分,所代表的,主要是冲击的温度有所不同而已!q345a级,是不做冲击;q345b级,是20度常温冲击;q345c级,是0度冲击;q345d级,是-20度冲击;q345e级,是-40度冲击。在不同的冲击温度,冲击的数值也有所不同。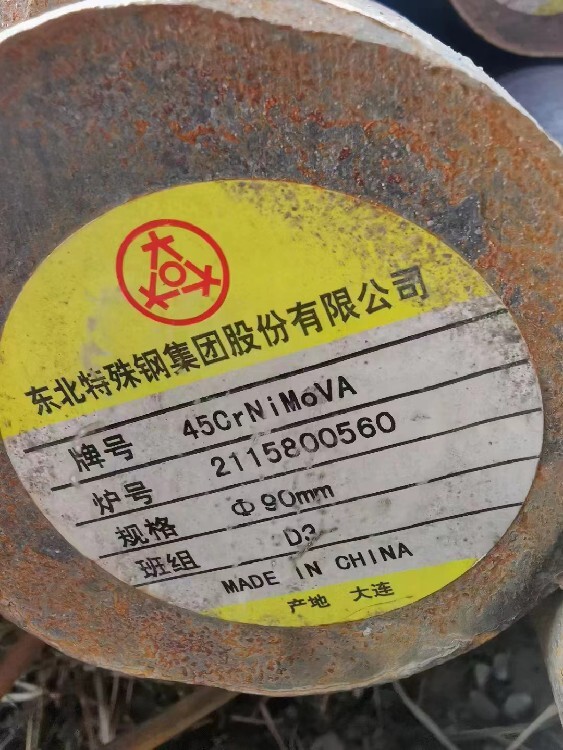
1.适用于15CrMo合金圆钢、半成品拉制的酸洗方法
现以15CrMo合金圆钢为例,叙述几种常用酸洗工艺。至于经过热处理的半成品,一般不另行剥壳去锈即直接进入酸洗。其它操作顺序则与15CrMo合金圆钢相同。
(1)以剥壳、上石灰糊为主的酸洗工艺其工艺流程为。
15CrMo合金圆钢-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→上油脂石灰糊-→干燥
这种工艺过去应用很广,适用于普碳钢丝、结构钢丝、钢芯铝绞线钢丝、一般弹簧钢丝的毛坯和半成品的拉拔。缺点是粉尘多,已有被其它酸洗工艺取代的趋势。
(2)以剥壳、锈化为主的酸洗工艺--其工艺流程为。
15CrMo合金圆钢-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥
此种拉丝粉尘较少,是当前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。
(3)以剥壳、磷化为主的酸洗工艺。
15CrMo合金圆钢-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干燥 有的单位将此种工艺用于一般15CrMo合金圆钢的毛坯和半成的拉拔。但在热处理时,仅适用于电接触炉,而不适用于燃料热处理炉,因其会引起马弗砖炉孔的堵塞(电接触炉则无此病)。
此种工艺并不适用予毛坯的酸洗,对于粗规格的线材,由于拉拔后残留的磷化层较厚,还会引起挂铅,尤其不利于钢丝,并且成本较高。
(4)以正火、锈化为主的酸洗工艺其工艺流程为:
线材-→正火-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥
这种工艺与上述不同,它不剥壳去锈而需经过正火,适用于较高强度弹簧钢丝的毛坯和其他钢丝半成品的拉拔。
2.适用予成品前15CrMo合金圆钢的酸洗工艺
成品前15CrMo合金圆钢,一般指后一道热处理的钢丝.
(1)以石灰糊涂层为主的酸洗工艺其工艺流程为。
热处理钢丝-→酸洗-→水洗、高压水冲洗-→浸涂油脂石灰糊-→干燥
这种酸洗工艺仍广泛用于普碳钢丝和一般中碳钢丝成品的拉拔。
(2)以硫酸铜涂层为主的酸洗工艺其工艺流程为:
热处理15CrMo合金圆钢-→酸洗-→水洗冲洗-→浸涂硫酸铜-→冲洗-→中和-→干燥
此种工艺适用予普碳钢丝、一般中碳钢丝和普通弹簧钢丝成品的拉拔,但不适用于表面镀锌的钢丝。
(3)以磷化涂层为主的酸洗工艺其工艺流程为:
热处理钢丝-→酸洗-→水洗、冲洗-→浸涂磷化层-→水洗、冲洗-→皂化-→干燥
这种酸洗工艺能得到良好的拉拔表面,适用于中碳以上钢丝和高强度弹簧钢丝等成品的拉拔。磷化层的厚度根据拉拔道次而定。